





Proces stemplowania
Tłoczenie (znane również jako tłoczenie) to proces umieszczania płaskiej blachy w postaci półwyrobu lub zwoju w prasie tłoczącej, gdzie powierzchnia narzędzia i matrycy formuje metal w kształt netto.Tłoczenie obejmuje różnorodne procesy produkcyjne formowania blachy, takie jak wykrawanie przy użyciu prasy maszynowej lub prasy do tłoczenia, wykrawanie, tłoczenie, gięcie, wyginanie i zwijanie.Może to być operacja jednoetapowa, w której każdy skok prasy wytwarza pożądany kształt na części blaszanej, lub może przebiegać w kilku etapach.Proces ten zwykle przeprowadza się na blasze, ale można go zastosować również na innych materiałach, np. styropianie.Matryce progresywne są zwykle podawane ze zwoju stali, szpuli do odwijania zwoju do prostownicy w celu wypoziomowania zwoju, a następnie do podajnika, który przesuwa materiał do prasy i matrycy z ustaloną długością podawania.W zależności od złożoności części można określić liczbę stanowisk w matrycy.
Tłoczenie odbywa się zwykle na zimnej blasze.Zobacz Kucie dla operacji formowania na gorąco.
Stal nierdzewna: SS304, SS304L, SS316, SS316L, SS303, SS630
Stal węglowa: 35CrMo, 42CrMo, ST-52, Ck45, stal stopowa;ST-37, S235JR, C20, C45, 1213, stal węglowa 12L14;
Stop mosiądzu: C36000, C27400, C37000, CuZn36Pb3, CuZn39Pb1, CuZn39Pb2
Stop aluminium: AlCu4Mg1, AlMg0.7Si, AlMg1SiCu, EN AW-2024, EN AW-6061, EN AW-6063A.
1. Gięcie – materiał jest odkształcany lub zaginany po linii prostej.
2. Zaginanie – materiał jest zaginany po linii zakrzywionej.
3. Tłoczenie – materiał jest rozciągany w płytkie zagłębienie.Stosowany przede wszystkim do dodawania wzorów dekoracyjnych.
4. Wykrawanie - z arkusza materiału wycina się wycinek, zwykle w celu wykonania wykroju do dalszej obróbki.
5. Wybijanie – wzór jest ściskany lub wciskany w materiał.Tradycyjnie używany do produkcji monet.
6. Rysowanie – powierzchnia półfabrykatu jest rozciągana do alternatywnego kształtu poprzez kontrolowany przepływ materiału.
7. Rozciąganie – powierzchnia półwyrobu zwiększa się poprzez rozciąganie, bez przemieszczania się krawędzi półwyrobu do wewnątrz.Często używany do wykonywania gładkich części karoserii samochodowych.
8. Prasowanie – materiał jest ściskany i zmniejszany wzdłuż pionowej ścianki.Stosowany do puszek po napojach i łusek na amunicję.
9. Zmniejszanie/przewężanie – stosowane w celu stopniowego zmniejszania średnicy otwartego końca naczynia lub rurki.
10. Zwijanie - odkształcanie materiału w profil rurowy.Zawiasy drzwiowe są częstym przykładem.
11. Obszywanie – zaginanie krawędzi na siebie w celu zwiększenia grubości.Krawędzie drzwi samochodowych są zwykle obrębione.
Przebijanie i wycinanie można również wykonać na prasach tłoczących.Tłoczenie progresywne to połączenie powyższych metod, wykonywane za pomocą zestawu matryc ustawionych w rzędzie, przez które krok po kroku przechodzi pasek materiału.

Czernienie tłoczonych części

Proces stemplowania

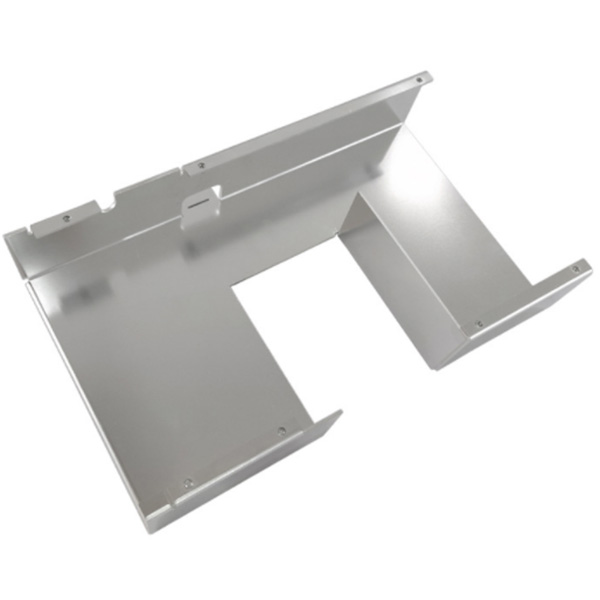
Części stalowe tłoczone na zimno



